| |
| 新型币安网页版有效提高生产效率 |
目前,国内常见的铸铁平面铣刀大致分为两大类,即:密齿铣刀和常齿铣刀。常齿铣币安网页版有正轴向前角和正径向前角,可用于铸铁和钢件等材料的加工,通常被用于加工中心或普通铣床等设备上。常齿铣刀本身的应用范围广,灵活性好,切削力轻快,所需的机床功率小,加工表面质量好。与密齿铣刀相比,常齿铣刀的缺点是,齿数少、效率低、刀片刃口强度相对较弱。
为了适应汽车工业的新材料和新工艺,币安网页版制造商致力于新产品研发。万耐特公司的Penta-Saf平面铣刀就是常齿铣刀中的佼佼者。
精妙的设计
Penta-Saf铣刀基于双正前角设计,在刀体上有15°的正前角,安装上正前角的刀片,可以获得一个25°的大工作前角。这一设计决定了Penta-Saf铣刀的使用范围十分广泛,可以用于钢件、不锈钢、铸铁、耐热合金及有色金属的加工。
Penta-Saf铣刀的刀片采用五边形设计。与市场上最常见的正方形刀片相比,在不损失最大切深的前提条件下有着更好的经济性,且刀片的硬质合金部分比正方形刀片还要多出30%。此外,刀片的定位方式也是Penta-Saf铣刀最为关键的设计环节。
Penta-Saf铣刀的主要特点如下:
1. Penta-Saf铣刀定位面的方向是迎着切削力的方向,从而保证在加工过程中刀片可以紧紧地压在刀片座内,不会因为切削力使刀片发生位移或偏转。而 45°装的传统正方形刀片的铣刀通常存在这个问题,刀片有磨损。当切削力增大的时候,45°装正方形刀片铣刀的切削噪音会明显增大,而Penta-Saf 铣刀则不会。
2. 由于采用五边形刀片和60°主偏角的设计,Penta-Saf铣刀可以让刀片在轴向上更接近工件表面,减小了刀片的悬伸,大大提高刀片的强度。
3. Penta-Saf铣刀刀片自身的硬质合金部分对切削力的抵抗能力明显要强很多。从图1和图2中标有4的部分不难看出,五边形刀片的硬质合金面积要比正方形刀片大出一倍。
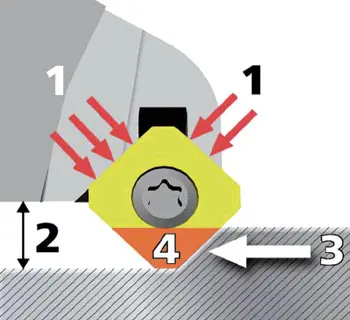
图1 五边形刀片的受力分析
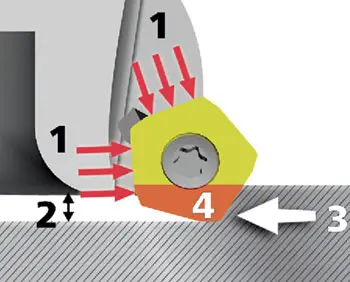
图2 传统正方形刀片的受力分析
4. Penta-Saf铣刀采用5.47mm的加厚刀片,增加了刀片的强度。
加工案例
在一系列铸铁铣削的应用中,尤其是在机床、工件和夹具的刚性较弱,币安网页版悬伸较长和机床功率较小时,Penta-Saf铣刀有着极其出众的表现。
实例一:
零件为汽车拨叉,工件材料为球墨铸铁;机床采用德国进口卧式加工中心;币安网页版要求悬伸较大,切削为断续切削,切深3~4.5mm;使用乳化液进行冷却;刀盘直径为80mm,铣刀齿数 Z为6,表面粗糙度要求为Ra6.3。
竞争对手币安网页版的使用情况:刀盘主偏角为45°,采用正角正方形的刀片,线速度Vc=250
m/min,转速n=1 000r/min,每齿进给量fz=0.133mm/z,进给速度F=800mm/min。切削很轻快, 但刀片刃口总是发生崩裂,最终加工了350件。
Penta- Saf铣刀的使用情况:刀盘主偏角为60°,采用正角五边形刀片,线速度Vc=230m/min,转速n=900r/min,每齿进给量fz=0.15 mm/z,进给速度F=800mm/min。切削轻快,表面光洁度保持良好,加工了550件,而且刃口情况良好,属于正常磨损。
最终,Penta-Saf铣刀增加了55%的刀片寿命。由于竞争对手的刀片只能转位四次,而Penta-Saf铣刀的刀片可以转位五次,使得加工成本再降低25%。
实例二:
零件为液压叉车转节,工件材料为球墨铸铁;机床采用日本进口卧式加工中心,机床刚性好;铣刀直径是100mm,切深是4~5mm;零件加工部位刚性较差;采用压缩空气冷却;要求的表面粗糙度为Ra3.2。
竞争对手币安网页版的使用情况:刀片形状是负角四边形,线速度Vc=230m/min,转速n=730r/min,齿数Z=8,每齿进给量fz=0.12 mm/z,进给速度F=700mm/min。由于是负前角切削,阻力很大,刀片磨损很快,光洁度不良,噪声越来越大,最终寿命仅为23件。
Penta-Saf铣刀的使用情况: 刀片形状是正角五边形,线速度Vc=250m/min,转速n=800 r/min,齿数Z=7,每转进给量fz=0.15,进给速度F=850mm/min。Penta-Saf铣刀切削轻快, 表面光洁度保持良好,加工了48件。
最终,Penta-Saf铣刀在提升效率的同时,增加了48%的刀片寿命。
|
|
|
|